SLA - Stereolithography - Linee guida
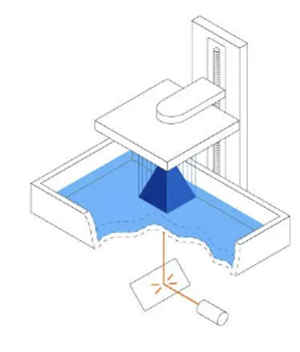
La stereolitografia utilizza un laser per polimerizzare la resina liquida rendendola plastica dura: questo processo viene chiamato fotopolimerizzazione. Le parti stampate in stereolitografia presentano un'ottima risoluzione e precisione, dettagli più accurati e finiture superficiali più lisce rispetto a tutte le altre tecnologie di stampa 3D. I produttori di materiali hanno creato diverse formulazioni di resina per la stereolitografia, con una vasta gamma di proprietà ottiche e meccaniche.
Vantaggi:
- Alta precisione nel riprodurre dettagli anche in pezzi piccoli
- La superficie finale è molto liscia e regolare
- È possibile ottenere materiali con varie proprietà
Svantaggi:
- Maggiore costo dei materiali rispetto all'FDM
- Le resina è un composto chimico spesso irritante, è appiccicosa e tende a sporcare se non si presta attenzione
- Il pezzo necessita di ulteriori passaggi post stampa (lavaggio con alcol, completamento della polimerizzazione in forno UV)
- Strutture di supporto sono sempre necessarie, vanno rimosse a mano e possono lasciare piccoli segni sulla superficie
- Cambiare tipo di resina non è semplice e implica sostituire diversi componenti
- Le strutture cave necessitano di fori aggiuntivi per permettere alla resina liquida di scolare
Stampante SLA Formlabs Form 3L

La stampante 3D a resina Form 3L utilizza una tecnologia proprietaria chiamata LFS (Low Force Stereolithography) che si basa sull'uso di una pellicola flessibile e di due LPU (Light Processing Unit) dotate di un laser UV-A, che lavorano simultaneamente, in modo indipendente lungo l'asse Y, ma collegate sull'asse X, permettendo una stampa più veloce e una maggiore copertura della superficie. L'obiettivo di questa tecnologia è di offrire un livello di precisione più elevato, una finitura più liscia, la rimozione semplificata dei supporti di stampa e una migliore riproducibilità.
Principali caratteristiche:
- Volume di stampa: 335 x 200 x 300 mm
- Risoluzione XY: 25 μm
- Risoluzione Z (spessore layer): 25-200 μm
- Potenza del laser: 250mW
Materiali attualmente in disponibili in IAPS:
- Resina standard rigida per prototipazione
- Resina flessibile
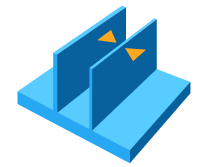
Spessore minimo della parete supportata
Consigliato: 0.4 mm
Una parete supportata da 2 o più lati più piccola di 0.4 mm può deformarsi durante il processo di stampa
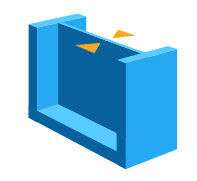
Spessore minimo della parete non supportato
Consigliato: 0.6 mm
Una parete non supportata di dimensioni inferiori a 0.6 mm potrebbe deformarsi o staccarsi dal modello durante la stampa. È comunque consigliato aggiungere raccordi alla base per ridurre la concentrazione di tensioni.
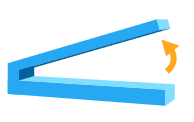
Lunghezza massima a sbalzo non supportata
Consigliato: 1.0 mm
“A sbalzo” si riferisce a una parte del modello che sporge orizzontalmente parallelamente al piattaforma di costruzione. La stampa di tali caratteristiche senza supporti è sconsigliata, perché gli strati non possono mantenere la loro struttura. Le sporgenze orizzontali saranno leggermente deformate oltre 1 mm e si deformano progressivamente con l'aumentare della lunghezza dello sbalzo. Dei "supporti interni" possono essere aggiunti in fase di stampa per supportare le parti a sbalzo.
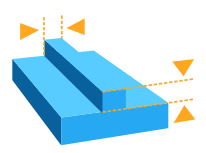
Diametro minimo dei fili verticali
Consigliato: 19° dall'orizzontale
(35 mm di lunghezza × 10 mm di larghezza × 3 mm di spessore)
La stampa con un angolo inferiore a 19° potrebbe causare la rottura della sporgenza del modello durante il processo di avanzamento della stampa (“peeling”). Il problema può essere risolto ruotando la parte in modo che le superfici piatte possano essere sostenute dai supporti se non sono già autoportanti.
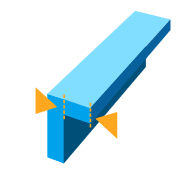
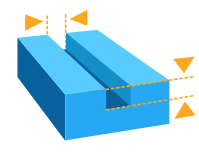
Distanza orizzontale massima tra supporti
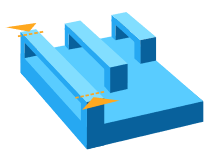
Consigliato: 21 mm
(5 mm di larghezza × 3 mm di spessore)
Per una trave larga 5 mm e spessa 3 mm, luci più lunghe di 21 mm rischiano di cedere. Devono essere mantenute travi più larghe o più corte per evitare rotture durante la stampa. In generale le superfici orizzontali sono sconsigliate (meglio inclinarle), ma per certe geometrie sono pratiche.
Diametro minimo dei fili verticali
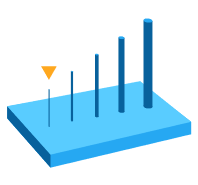
Consigliato: da 0.3 mm
(7 mm di altezza) a 1.5 mm (30 mm di altezza)
Un “filo” è un elemento la cui lunghezza è maggiore di due volte la sua larghezza. Il rapporto è fondamentale per la riuscita della stampa; con uno spessore di 0.3 mm puoi stampare fino a 7 mm di altezza prima di iniziare a vedere difetti. I fili da 1.5 mm possono raggiungere un'altezza di 30 mm senza difetti.
Minimo dettaglio in rilievo
Consigliato: 0.1 mm
I dettagli in rilievo sono caratteristiche poco profonde in rilievo sul modello. Dettagli inferiori a 0.1 mm di spessore e di altezza potrebbero non essere visibili sulla stampa.
Minimo dettaglio inciso
Consigliato: 0.4 mm
I dettagli incisi sono caratteristiche impresse o incassate sul tuo modello. Dettagli incisi di meno di 0.4 mm di spessore e di altezza potrebbero non essere visibili.
Gioco minimo tra parti separate
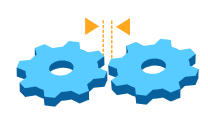
Consigliato: 0.5 mm
Il gioco tra due parti separate del modello (ad esempio parti mobili come ingranaggi o giunti), deve essere sufficiente affinché le parti non risultino fuse insieme.
Diametro minimo dei fori
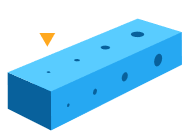
Consigliato: 0.5 mm
I fori con un diametro inferiore a 0.5 mm negli assi x, y e z possono chiudersi durante la stampa.
Diametro minimo foro di drenaggio
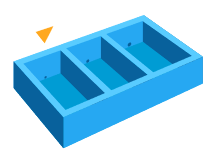
Consigliato: 3.5 mm
I fori di drenaggio sono consigliati per la fuoriuscita della resina nei modelli cavi (come una sfera cava o un cilindro cavo stampato direttamente sulla piattaforma di costruzione). Senza fori di drenaggio di almeno 3,5 mm di diametro, la parte potrebbe intrappolare resina e deformarsi o addirittura esplodere. Per ridurre il rischio di difetti in strutture cave, è consigliabile lasciare uno spessore delle pareti esterne di almeno 2 mm.
Diametro minimo dei fili verticali
Consigliato: da 0.3 mm (7 mm di altezza) a 1.5 mm (30 mm di altezza)
Un “filo” è un elemento la cui lunghezza è maggiore di due volte la sua larghezza. Il rapporto è fondamentale per la riuscita della stampa; con uno spessore di 0.3 mm puoi stampare fino a 7 mm di altezza prima di iniziare a vedere difetti. I fili da 1.5 mm possono raggiungere un'altezza di 30 mm senza difetti.
Nota sul lavaggio di pareti e fili sottili
È necessario prestare particolare attenzione durante il lavaggio di pareti o fili di piccole dimensioni, poiché potrebbero assorbire alcool isopropilico (IPA) e indebolirsi o gonfiarsi durante il processo di pulizia, portando alla deformazione della parte. Ridurre al minimo il tempo in cui la parte è immersa in IPA limiterà questo rischio.
Note per ridurre il consumo di resina
In generale la stampa SLA produce parti piene e necessita di numerosi supporti. Per ridurre il consumo di resina dovuto a queste caratteristiche del processo, si consiglia di:
- Disegnare le parti in modo che il numero di supporti richiesti sia ridotto;
- Scavare l'interno delle parti se il materiale all'interno non è strettamante necessario;
- Fare versioni in scala ridotta dei prototipi quando fattibile.