FDM - Fused Deposition Modeling - Linee guida
La modellazione a deposizione fusa è la forma di stampa 3D più diffusa. Le stampanti 3D FDM creano le parti fondendo ed estrudendo il filamento termoplastico, che un ugello di stampa deposita strato per strato nell'area di stampa. Può essere utilizzata con una vasta gamma di termoplastiche standard, ad esempio ABS, PLA e le loro varie miscele ed è adatta per la prototipazione veloce e a basso costo di parti semplici.
Vantaggi:
- Processo di stampa semplice e economico, manutenzione minima
- I pezzi non necessitano di trattamenti aggiuntivi o rilavorazioni post-stampa
- Ampia scelta di materiali stampabili, filamenti standard e intercambiabili
Svantaggi:
- Il pattern di deposizione del filo è ben visibile sulla superficie del pezzo finito
- La resistenza del pezzo finito non è pari a quella del materiale di partenza e non è isotropa
- La risoluzione è limitata dal diametro dell'ugello e la precisione nella riproduzione dei dettagli è inferiore rispetto alle altre tecnologie
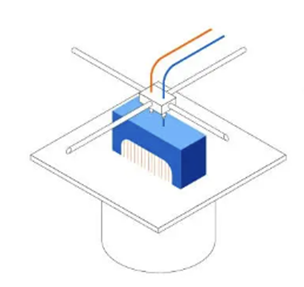
Stampante FDM Creatbot PEEK-300

La Creatbot PEEK-300 è una stampante FDM industriale progettata per stampare con materiali ad alte prestazioni come il PEEK, Ultem, Nylon, nonché tutti i materiali fino al semplice PLA. Dispone di una camera di costruzione riscaldata (fino a 120 °C), e di una funzione chiamata Direct Annealing System (DAS), il che significa che può effettuare la ricottura del materiale durante la stampa usando un getto di aria calda, migliorando le proprietà meccaniche del prodotto finale.
Principali caratteristiche:
- Volume di stampa: 300 x 300 x 400 mm
- 2 estrusori (Ø0.4mm, Ø0.6mm)
- Temperatura estrusore max. 500°C
- Temperatura piatto di stampa max. 200°C
- Temperatura camera riscaldata max. 120°C
Materiali attualmente in disponibili in IAPS:
- PLA: basso costo, basse temperature, adatto per prototipi
- Nylon: prestazioni intermedie
- PEEK: alte prestazioni, adatto per alte temperature
Note generali
Le parti stampate con FDM sono esteticamente imperfette per natura, ma possono raggiungere caratteristiche meccaniche e funzionali soddisfacenti se si pensa in fase di disegno a trarre vantaggio dalle caratteristiche del processo e dei vari materiali disponibili. Se la priorità è la resistenza, è necessario fare attenzione all'orientamento del pezzo, in quanto non sarà isotropo ma sarà molto più resistente nella direzione di estrusione del filamento (sul piano orizzontale). Specificare un orientamento di stampa preferenziale e il riempimento richiesto quando la resistenza della parte è un fattore importante. Dividere i modelli in più sotto-parti da poi incollare insieme può essere vantaggioso in certi casi per migliorare qualità e velocità di stampa. Il pezzo stampato con FDM può essere utilizzato così com'è oppure rilavorato ulteriormente alle macchine utensili, ad esempio per:
- ripassare fori da portare ad un diametro preciso
- filettare fori o aggiungere inserti filettati
- spianare, tornire o lisciare superfici
- incollare spine o altri componenti meccanici o parti stampate
Spessore minimo della parete supportata
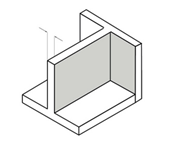
Consigliato: 1.0 mm
Una parete supportata da 2 o più lati più piccola di 1 mm può deformarsi durante la stampa.
Spessore minimo della parete non supportato
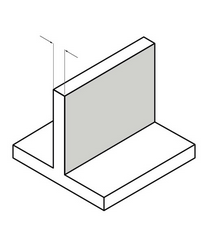
Consigliato: 1.2 mm
Una parete non supportata di dimensioni inferiori a 1.2 mm potrebbe deformarsi durante la stampa. È comunque consigliato aggiungere raccordi alla base per ridurre la concentrazione di tensioni.
Lunghezza e inclinazione massima a sbalzo non supportata
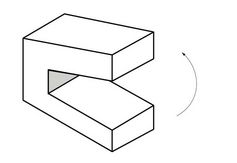
Consigliato: 1.2 mm in orizzontale / max inclinazione 45°
La stampa di parti a sbalzo è frequante causa di difetti. Le sporgenze orizzontali oltre 1.2 mm e inclinazioni maggiori di 45° dalla verticale necessitano di supporti.
Diametro minimo dei fili verticali
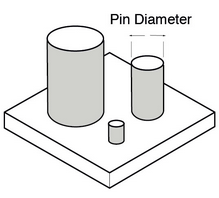
Consigliato: 1.0 mm
Si consiglia di mantenere il diametro di strutture filiformi maggiore di 1 mm. Valutare eventualmente di praticare un foro e inserire successivamente una spina o un pezzo apposito.
Minimo dettaglio in rilievo
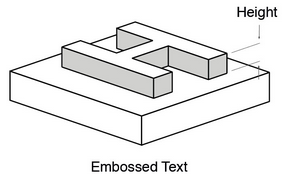
Consigliato: 0.3 mm
I dettagli in rilievo sono caratteristiche poco profonde in rilievo sul modello. Dettagli inferiori a 0.3 mm di spessore e di altezza potrebbero non essere visibili sulla stampa.
Minimo dettaglio inciso
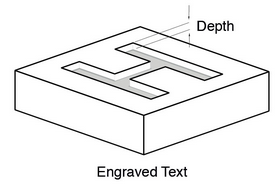
Consigliato: 0.5 mm
I dettagli incisi sono caratteristiche impresse o incassate sul tuo modello. Dettagli incisi di meno di 0.5 mm di spessore e di altezza potrebbero non essere visibili.
Gioco minimo tra parti separate
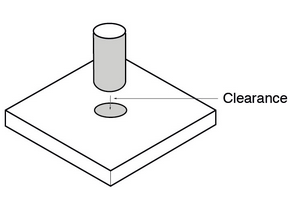
Consigliato: 0.5 mm
Il gioco tra due parti separate del modello (ad esempio parti mobili come ingranaggi o giunti), deve essere sufficiente affinché le parti non risultino fuse insieme.
Diametro minimo dei fori
Il diametro dei fori stampati con FDM è in generale poco accurato per via delle dilatazioni del filo durante l'estrusione e il raffreddamento. Si consiglia in ogni caso di stampare il pezzo forato per avere il materiale correttamente orientato intorno al foro, e di ripassarlo al trapano successivamente per avere il diametro finale corretto.